
Bottle blowing process – Every Thing You Need to Know About
Published on:
2022-07-14
Help to better understanding of bottle blowing process
Bottle blowing process – Every Thing You Need to Know About
PET (Polyethylene terephthalate) is abbreviated as polyester. The production of cosmetic packaging bottles can be divided into injection stretch under molding (abbreviated as injection blow) as well as extrusion stretch blow molding because of preform preforming.
In the 2 molding methods, the injection blowing procedure is simple to control, the production efficiency is very high and the waste of products is less and a bit more common.
Bottle blowing molding can be divided into 2 categories, one pressure bottle, such as bottles filled with soda or carbonated drink, and the other a pressure-less plastic bottle, such as a bottle filled with skincare oil, cosmetics, lotions, and other skincare materials, and the like.
The tea beverage plastic bottle is a modified PET bottle blended with PEN or a composite of PET & thermoplastic polyarylate.
It’s classified into a heated bottle is the same as the cold bottle in the forming procedure. Currently, the manufacturers of PET plastic bottles fully active blow molding machines import mainly from China.
Though the manufacturers are different, their equipment principles are almost the same, and they generally include 5 major parts – billet supply system, heating and blowing system, control system & auxiliary machinery.
Process of blow molding bottles
The preform, heating, pre-blowing, mold, and the environment for manufacturing are all important components in the bottle blowing procedure.
Preform
When preparing blow-molded plastic bottles, the PET chips are primarily injection molded into preforms. it needs the proportion of secondary components recovered can’t be higher than less than 5 percent, the number of times of recovery can’t exceed twice, and the molecular viscosity and weight can’t be very low (molecular weight 31000 to 50000, intrinsic viscosity .78 to .85 cm3 / g).
Secondary materials shall not be used for food, cosmetic and pharmaceutical packaging. Injection-molded preforms can be utilized up to 24h. Preforms that have not been utilized up after heating must be stored for more than 48hrs to be reheated.
The storage period of preforms can’t exceed 6 months. The quality of the preform depends to a big extent on the quality of the PET bottle material. Materials that are simple to smell and very easy to shape should be selected, and a reasonable preform molding procedure should be worked out.
Experiments have shown that imported preforms of PET materials with similar viscosity are simple to blow mold than domestic materials, while the similar batch of preform has various production dates, the blow molding procedure might also be significantly different.
The quality of the preform examines the difficulty of the bottle blowing molding procedure. The needs for the preform purity, no impurities, transparency, no color, and the length of the injection point as well as the surrounding halo.
Heating
The oven, whose temperature is regulated manually and changed actively, completes the heating of the preform. The light tube (far-infrared) in the oven indicates that radiantly (far-infrared) warms the preform.
The bottle of the fan and the microwave oven cross the heat to maintain an equal temperature within the oven and the preform rotate combine in the heating oven as it moves ahead, assuring that the walls of the preform are evenly heated.
The cooling plate, height, and other key aspects of the heating oven must all be fixed for it to operate rightly. It’s possible to change the form of the bottle mouth or shape. The mouth of the plastic bottles grows bigger and hardens the head and neck when the bottle blow molding if the adjustment is not right and other flaws.
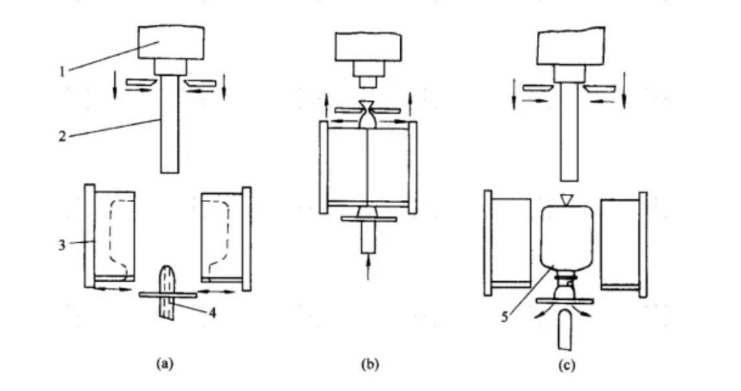
Pre-blowing
Pre-blowing is an extremely vital step in the 2 steps blowing procedure. It refers to the pre-blowing process of the preform while the stretching rod is lowered during the bottle-blowing procedure so that the preform has a shape.
The pre-blowing position, blowing flow rate, and pre-blowing pressure in the procedure are 3 key procedure factors.
The advantages and downsides of the shape of the pre-blowing plastic bottle determine the difficulty of the blow molding procedure and the performance of the bottle. The normal pre-blowing plastic bottle has a spindle form and the abnormal one has a handle shape, bell shape, and the like.
The case of the abnormal form is local heating improperly; pre-blowing pressure or insufficient bottle blowing flow, and the size of pre-blowing depends on the pre-blowing pressure and the pre-blowing position.
In the production, it’s necessary to maintain the similar size and form of all the pre-blowing bottles of the entire equipment. If there’re differences, it’s essential to find a specific reason, and the heating or pre-blowing procedure can be adjusted according to the bottle's pre-blowing conditions.
The pre-blowing pressure wires with plastic bottle specification as well as equipment capabilities. Generally, the capacity is a bit and the pre-blowing pressure is small, the equipment has a high production capacity as well as the pre-blowing pressure is also very high.
Even if the plastic bottles of the similar specification are produced from similar equipment, the required pressure of pre-blowing is different due to the difference in the performance of PET material. Glass fiber reinforces PET bottle material, and the small pre-blowing bottle pressure can make the macromolecule at the below of the bottle rightly oriented, other improperly used or incorrectly shaped preforms, a huge amount of stress concentration near the injection mark is not simply to subside.
If bottle blow molding, often blows at the point of injection or bursts and leaks from the point of injection during the stress test. According to the major orientation conditions, the lamp can be removed from 2 to 3 rods as shown above to be opened above the injection point, and the spot is sufficiently heated to give enough heat to prompt its orientation.
For preforms that have been warmed for secondary utilize or preforms that have exceeded the storage time, the molding procedure is the same due to the time-temperature difference effect. As compared with the normal preform, the required heat is less, and the pre-blowing bottle pressure is also appropriate.
Mold & auxiliary machine
Auxiliary machine refers to the equipment piece that maintains a consistent mold temperature. The consistent temperature of the mold is vital in preserving the product’s stability. The temperature of the plastic bottle is often high, whereas the temp of the bottle is usually low.
Because the degree of molecular orientation is examined by the cooling action at the cold bottle’s bottom part, it is right to keep the temperature between five to eight degrees centigrade, though, the bottom temperature of the plastic bottle is considerably greater.
Environment
The production quality of the environment also has a huge impact on bottle blowing procedure adjustment.
Constant temperature conditions can maintain procedure stability as well as product stability. PET plastic bottle blow molding is normally preferred at room temperature & low humidity.
Other prerequisites
The pressure plastic bottle should satisfy the needs of the stress test and pressure test together. The stress test is to prevent the leakage and cracking of the molecular chain during the contact between the bottom of the bottle and the lubricant during the filling of the PET plastic bottle.
The pressure test is to avoid the filling of the bottle content. Quality control after bursting into some pressure gas, to satisfy these 2 requirements, the main point thickness should be managed and controlled within a certain range.
The general condition is the main point is thin, the stress test is super good, and the pressure resistance is poor, the center point is a bit thick, the pressure test is good and the stress test is poor.
Of course, the outcomes of the stress test are closely related to the accumulation of material in the transition area around the center point, which should be adjusted according to practical experience.
Make Your Brand More Distinctive With Us
The bottle blowing procedure lends itself to creating a bottle shape that’s super unique to your brand. You want your skincare bottle to stand out on the shelf – that way it’s easily identifiable when it’s stood beside your competitor’s products in the supermarket.
Think how big Cosmetic and skincare brands have used distinctive bottle designs to push their brand. Can we help and guide you to create a similarly iconic cosmetic bottle for packaging?
End words…
The adjustment of the cosmetic bottle blowing procedure is carried out with the corresponding materials. If the material is not good, the actual requirements on the bottle blowing procedure are very demanding, and it’s even difficult to blow out a qualified bottle.
If you need any assistance with advice about the blowing procedure, please do not hesitate to contact us. We’ve years of experience in the cosmetic packaging industry and we know how crucial is the packaging process for any cosmetic and skin care product.
If you are looking for cosmetic bottle packaging, we’re a leading cosmetic bottle supplier and manufacturer in the industry; we deal in a range of glass and plastic cosmetic packaging, and for supreme quality production contact us now.

Relevant news

undefined
Shantou Xinrong Co., Ltd.





COPYRIGHT © 2022 SHANTOU XINRONG CO., LTD.(汕头市鑫荣贸易有限公司) 粤ICP备2022040726号 TECHNICAL SUPPORT BY 300.CN Privacy Agreement
COPYRIGHT © 2022 SHANTOU XINRONG CO., LTD. (汕头市鑫荣贸易有限公司)
粤ICP备2022040726号
TECHNICAL SUPPORT BY 300.CN Privacy Agreement

Product inquiry